Stereolithography (SLA)
Stereolithography uses a UV laser to cure photopolymer resin layer by layer. A build platform sits in a vat of uncured liquid resin and can move upwards and downwards. A layer of resin (thickness of the specified printing layer) is spread over the platform and a laser scans this platform to photopolymerize and solidify it. The surrounding liquid resin maintains a cooler temperature so that it stays liquid while the laser scans it. The laser's position is controlled by a scanning mirror that specifies and directs the laser to the coordinates of the areas it needs to hit. After solidification, the platform moves in layer-thick increments for the subsequent curing of the next layer [1]. The layer thickness of SLA printed parts ranges from 25 to 100 microns [2].
SLA printing may be beneficial if parts require a high quality surface finish, complex and/or small features, or uniform material properties. The molecules used in VP resin bond to already cured resin molecules when they are scanned by the laser. This results in a mechanically strong, isotropic part - meaning its mechanical properties are uniform throughout the part regardless of the print orientation. In comparison to FDM printing, SLA printed parts have a much lower chance of failure due to this [2].
SLA printers are configured to print either print top-down or bottom-up. Top-down printers print with the part facing upwards with the build platform moving down into the vat as each layer is cured. Bottom-up printers have their parts facing downwards, with the build platform moving upwards. These printers also have their lasers near the bottom of the printer facing up towards the underside of the build platform. Top-down printers are usually used in industrial settings and are capable of printing larger parts as well as printing faster. Bottom-up printers are more widely available and cheaper, therefore more popular for personal setups [2].
SLA vs DLP Printing
DLP Printers cure a layer of resin similarly to SLA printers, however they use a projector screen to reflect curing light on all the areas it needs to cure simultaneously. The equipment and calibration requirements are specific to the layer height and size of the part, so DLP printers can sometimes lack the versatility that SLA printers have.
Factors affecting print quality:
Support Material
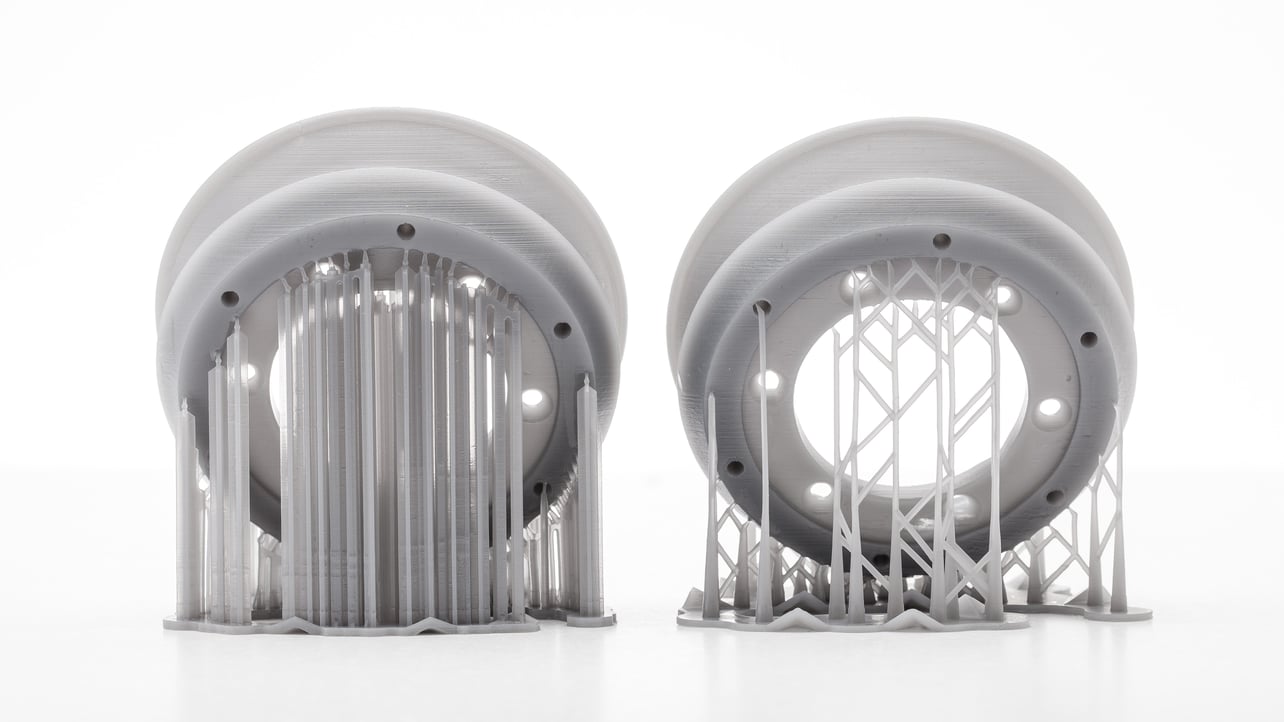
Support structures on SLA printed part are made with the same resin used for the actual part, and need to be broken off or sanded down when the part is finished. If visual finish is a concern, orienting parts so that no support structure is printed on it is important [2].
Warping
SLA printed parts have a very low risk of warping however this can still occur as the polymers do not fully cure immediately when they come in contact with the laser. When the resin is not fully cured, it is at risk of sagging or deforming. This deformation can be small, however it can magnify as the print continues and severely affect print quality, Ensuring support material is correctly printed on the model will prevent this issue [5].
Surface Finish and Post Processing
Since layer heights are significantly smaller with SLA printing, the surface finish of its parts are high quality. If further smoothing is required, parts can be sanded (dry or wet, or both), or protectively coated with mineral oil or paint. SLA parts will continue to cure in the presence of UV light and if this occurs for too long the part becomes very brittle and can start to warp [5].
Further reading on post processing SLA prints [6]
Tolerances and Part Features [5]
- Dimensional tolerances on SLA printers can range from +/- 0.5% (personal printers) to +/- 0.15% (industrial printers)
- Walls on an SLA printed part should be no less than 0.5mm thick if supported, and 1mm (with fillets) if unsupported on two or more sides
- Holes should maintain a diameter of more than 1mm
Hollow parts require drainage holes for resin to flow out of otherwise the part can trap uncured resin within itself. If uncured resin remains inside the part, it can create internal stresses that allow small cracks and holes to propagate in the part which can lead to failure. This is called cupping
Materials
Resins used for SLA printing can be separated into two categories: standard resins, and engineering resins. Standard resins are easy to print with and are good for prototyping models or achieving high quality surface finishes and details. A variety of engineering resins are available for SLA printing and are used for parts that require specific properties such as durability, toughness, and heat resistance [2].
Some popular materials used in SLA printing are:
- Standard Resin
- Clear Resin
- ABS-like Resin (Tough)
- Polypropylene-like Resin (Durable)
- PC-like Resin (Rigid)
- More resins and their material properties [7]
| SLA Printer's Structure [3] |
|---|
|

| SLA Printed Part with Support Structures [4] |
|---|
|
Contributors:
Contributors Summary columns lastupdate order update
Faculty Advisor: Michael Lenover (alumni)